Автоматизация
производства при разработке и эксплуатации производственных линий ЧПУ (
ERP
,
MES
).
Диспетчеризация производства с
применением конструктора бизнес проектов и баз данных - КБПиБД «Реестр».
1.
Назначение, цель
и задача проекта
Наименование проекта – «Маэстро».
Назначение – комплексная автоматизация и
диспетчеризация производства.
Цель автоматизации – связать
отдельные системы контроля и учёта в единую автоматизированную систему
подготовки документов, дающую возможность своевременной обработки информации
подразделениями предприятия; ускорить подготовку запуска производства изделий и
обеспечить хранение информации в единой базе данных.
Цель производственная – в
минимальные сроки (от ввода Конструкторской документации до вывода Изделия не
должно пройти более суток) получить полностью готовое Изделие. Вся конструкция
производственной линии должна занимать минимум производственных площадей в цеху
(несколько квадратных метров). Наладочные и настроечные работы на линии должны
быть минимальными (или их не должно быть вовсе). Обслуживание линии должно
привлекать минимальное количество сотрудников цеха (1 человек).
Выпускаемая продукция предприятия –
профильные металлоконструкции (теплицы, парники, стеллажи, склады, укрытия,
ворота).
Продукт производственной линии – отрезки
(разной длинны, без ограничений) металлической ленты с отверстиями под крепёж.
С дальнейшим её профилированием или сворачиванием в квадратную трубу.
Задача автоматизированного комплекса –
выпустить продукцию в три этапа:
- В минимальные сроки
ввести конструкцию Изделия,
- В минимальные сроки
сформировать Задание на выпуск Изделия.
- В кратчайшие сроки
(без переналадок и перенастроек оборудования) производственная линия должна вне
зависимости от ширины и толщины металлической ленты выпустить
полный комплект Деталей разной длины
под определенное Изделие.
Задача – обеспечить
назначение Заданий на производство для выпуска (изготовления) изделий с уровней
управления заказами:
- планово-экономический
отдел,
- отдел заказов (или
магазин),
- производственный отдел
(начальник производства),
- производственная линия
(рабочий).
Основные категории
автоматизации производства (ERP, MES,
Диспетчеризация).
ERP-система (Enterprize Resource Planning Systems) –
это интегрированные системы планирования ресурсов предприятия. Под ними
понимают системы, в которых функционально объединяются ранее автономные системы
для решения задач автоматизации учета и управления производством, финансами,
снабжением и сбытом, кадрами и информационными ресурсами.
MES-системы
(Manufacturing Execution
Systems) – это интегрированные информационно-вычислительные системы,
объединяющие инструменты и методы управления производством в режиме реального времени.
Используя данные уровней планирования и контроля, MES-системы управляют текущей
производственной деятельностью в соответствии с поступающими заказами,
требованиями конструкторской и технологической документации, состоянием
оборудования, с целью максимальной эффективности и минимальной стоимости
выполнения производственных процессов.
Диспетчеризация – это полный и всеобъемлющий
автоматизированный контроль деятельности предприятия, технологии производства,
качества продукции в результате повышения технологической, трудовой и учетной
дисциплины. Основным преимуществом системы является то, что она полностью
автономна (отсутствует человеческий фактор); фиксирует только факты, которые
произошли в реальном времени; может делать анализ, прогноз, контроль по
определенным критериям; позволяет четко указать на ответственное лицо, в
компетенции которого находится конкретная ситуация, возникшая в процессе
производственных отношений. Информацию, поступающую от такой системы, можно
использовать в стратегическом планировании, управленческом учете, в разработке
и постановке задач на год, квартал, месяц, на рабочую смену, а также, для
выдачи информации себестоимости продукции по отдельной линии ЧПУ (выдаются
коэффициенты эффективности, потому что производительность каждой линии ЧПУ
индивидуальна) и для расчета тарифов производства деталей на каждой линии ЧПУ.
Диспетчеризация является
связующим звеном между ERP и MES системами производства.
Техническую базу современных
систем ERP, MES и Диспетчеризации
составляют серверы и рабочие места пользователей, объединенные локальными
сетями (Рис. 4).
2.
Описание проекта
автоматизации и диспетчеризации линий ЧПУ. Проектное задание на
автоматизированный комплекс «Маэстро».
Разработка линий ЧПУ с «нуля»
подразумевает такую последовательность их ввода в эксплуатацию по выпуску
изделий:
- опытные детали изделий,
- разовые изделия,
- малые партии изделий,
- серийная продукция изделий.
В работе системы автоматизированного
управления участвуют:
- подразделение управления заказами
(офисное управление),
- цех производственных линий (начальник
производства),
- производственная линия ЧПУ (рабочий),
- подразделение конструкторов.
Структурная схема информационных потоков
(взаимодействия подразделений) расположена ниже (Рис. 1).
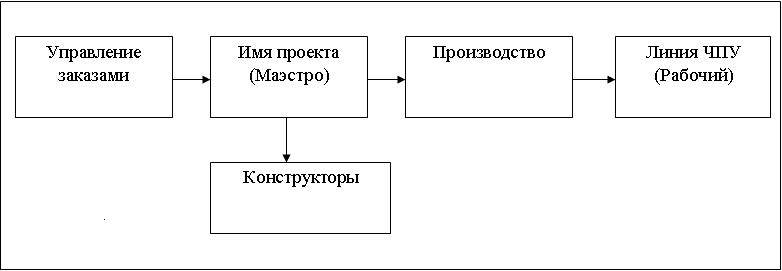
Рис. 1
По Проекту Заказы на изготовление должны
формироваться в любом из производственных Блоков верхней цепочки представленной
схемы (Рис. 1).
Уровень «Управления заказами»
Уровень «Управления заказами»
(Планово-Экономический отдел, Отдел заказов, Магазин, Менеджер) формирует
информацию Заказа, необходимую и достаточную, для запуска линии ЧПУ.
В эту информацию входят:
- Дата
- Наименование
Изделия,
- Серия
(цифро-буквенный номер-шифр разновидности Изделия, тип, номенклатура, набор
Деталей в Изделии, артикул),
- Заказ
(Идентификационный цифро-буквенный номер-шифр, порядковый номер заказа),
- Количество
Изделий,
- Метка Запуска
(разрешение/запрет выполнения).
Работа этого уровня эффективна на стадии
серийного выпуска продукции или выпуска малых партий изделий.
Уровень «Производственный цех»
Уровень «Производственный цех»
(Начальник Производства, Начальник Цеха) формирует дополнительную информацию
Заказа:
- Наименование
производственной Линии,
- ФИО Рабочего,
- Номер Смены,
- Метка
Изготовления (разрешение/запрет выполнения).
Работа этого уровня эффективна на стадии
серийного выпуска продукции или выпуска малых партий изделий.
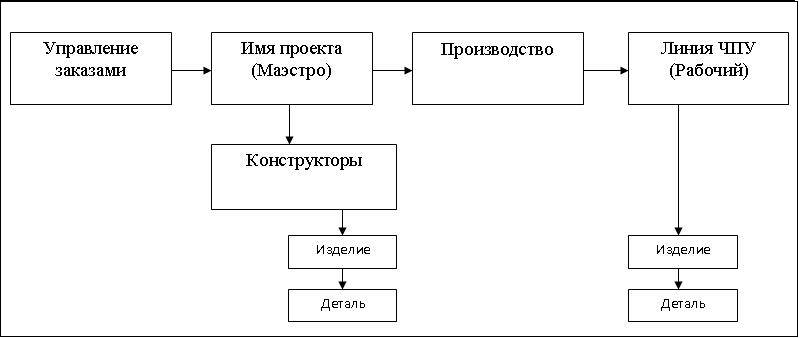
Рис. 2
Первые два Уровня Заказа подразумевают запуск
линии ЧПУ на выпуск Изделий по Заказу Верхнего Уровня Управления (Управление
Верхнего Уровня - УВУ) (Рис. 2). В этом случае, Рабочий включает линию ЧПУ
и начинает выпуск Деталей по Изделиям немедленно. Заказы выполняются Рабочим на
ЧПУ в той последовательности, в которой они вводились.
С УВУ возможна приостановка выпуска
некоторых Заданий (уровень «Управления заказами»)(например, когда следует
соблюсти выпуск Изделий по определённому плану очередности) или отдельных
Деталей Изделия (уровень «Производственный цех»).
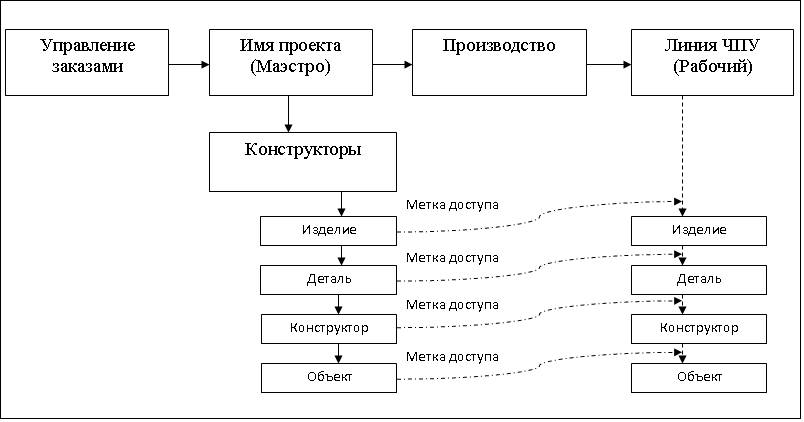
Рис. 3
Уровень
«Линия ЧПУ»
Уровень «Линия ЧПУ» подразумевает
подготовку Заказа-Задания самим Рабочим (Управление
Нижнего Уровня - УНУ). Он задаёт Задание каждой Детали в отдельности и
непосредственно выполняет Заказ в целом.
В информацию Задания на изготовление
Детали входит:
- ФИО Рабочего
- Количество
Деталей,
- Метка Запуска
(разрешение/запрет),
- Метка
Изготовления (разрешение/запрет).
Работа этого уровня эффективна на стадии
выпуска опытных деталей изделий или разовых изделий.
Уровень «Конструкторы»
Конструктор вводит в Проект DXF-информацию конструкций Изделий по Детально и даёт
разрешение на ее использование на производственных линиях ЧПУ.
Конструктор может приостановить выпуск
Рабочим на линии ЧПУ отдельных наименований Деталей Изделий в «on-line режиме»,
отключив метку доступа для информации всем пользователям (в случае, если он
обнаружит ошибки или информация устареет).
Задание на «Линию ЧПУ» может поступать
двумя способами:
- От
вышестоящего блока «Управление Заказами» через УВУ. Этот блок видит напрямую
блоки «Конструкторы» и «Линии ЧПУ» и поэтому имеет возможность пользоваться
информацией и того и другого (Рис. 2).
- Рабочий может создать Задание сам с уровня
блока «Линия ЧПУ» через УНУ. Но предварительно Рабочий с «Линии ЧПУ» должен
запросить информацию Конструктора. Она к нему может придти двумя путями:
а) Конструктор должен разрешить использование
своей информации на параллельных уровнях (открыть доступ к Группам - «Изделию»,
«Детали», «Комплекту», «Конструктору», «Таблице») (Рис. 3). (Оригинальное
решение данной задачи представлено в главе 3 «Реализация Проекта» данного
документа.)
б) Осуществить привязку Конструкторской
информации к общему блоку «Имя
проекта», то есть в нём как бы формировать задание Конструктору в виде Групповой ветки «Изделие – Деталь»,
которая по правилу формирования в КБПиБД «Реестр» в блоке Проводника
(эксплорера) отобразится привязанной ко всем последним блокам Направлений (Рис.
1 состоит из блоков Направлений). А последние блоки Направлений и есть –
«Конструкторы» и «Линия ЧПУ». Недостаток этого метода в том, что блок «Имя
проекта» в этом случае потребует привлечения дополнительного персонала
обслуживания (отдельное ведомство с комплектом сотрудников, либо это будет
Технический Директор, либо Главный Менеджер по разработке новых Направлений,
либо начальник Конструкторского бюро). (Решение данной задачи в разрабатываемом
Проекте не поддерживается).
Схема взаимодействия Электронных
Устройств и Программного Комплекса КБПиБД «Реестр» на уровне локальной сети
представлена ниже (Рис. 4).
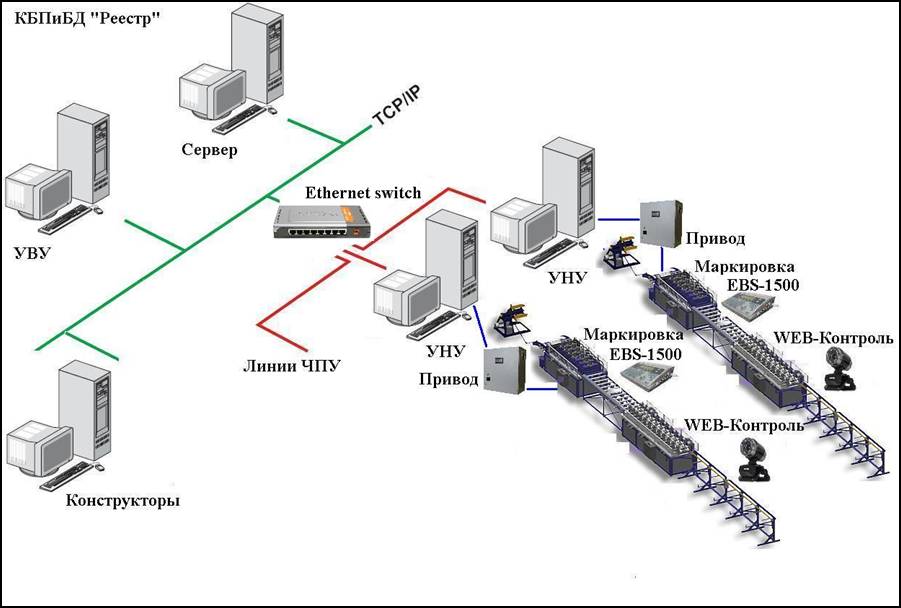
Рис. 4
Проектное
задание на технологические операции
Производственная линия с ЧПУ должна
содержать:
1.
Прокатную
линию,
2.
Пробивочный
штамп с выдвижными пальцами-пуансонами,
3.
Нож-гильотину,
4.
Привод
управления прокатной линией,
5.
АРМ
(автоматизированное рабочее место, компьютер) Рабочего,
6.
Маркировочный
принтер,
7.
WEB-камеру
Необходимо обеспечить:
1.
Выпуск
Изделий с комплектом Деталей, сгруппированным в пачки,
2.
Детали
Изделий должны быть промаркированы,
3.
Пачки
Деталей должны быть промаркированы,
4.
Качество
изготовления Деталей Изделий должны контролироваться WEB-камерой
в соответствии конструкторской документации.
Проектное
задание на программные операции
Программный комплекс должен быть
обеспечен оборудованием и установленными на нём сторонними программами:
1.
Серверный
компьютер с операционной системой Microsoft Windows Server
2003
2.
Серверный
компьютер должен содержать установленную базу данных Microsoft SQL Server,
3.
Каждое
рабочее место Сотрудника УВУ (управление верхнего уровня) должно быть
обеспечено АРМ с программой-клиентом (входит в КБПиБД «Реестр», как
Приложение),
4.
Каждое
рабочее место Конструктора должно быть обеспечено АРМ с программой-клиентом,
5.
Каждая
линия ЧПУ должна быть обеспечена АРМ
Рабочего с программой-клиентом,
6.
Все
компьютеры должны входить в одну локальную подсеть предприятия,
7.
Информация
Проекта должна храниться в единой базе данных и лежать на Сервере.
АРМ Рабочего для изготовления отдельной
Детали должен обеспечивать:
1.
Опрос
Сервера на появление Задания. В случае обнаружения такового, одноразово из базы данных
осуществляется считывание конструкторской информации (таблицы данных) по детали.
2.
Таблица
данных через клиент-программу вводится в контроллер (Mitsubishi ALPHA-2) и в
векторный преобразователь частоты «Веспер-Е2-8300» Привода (связь
осуществляется по COM-порту через RS-232) и содержит информацию по:
- количеству рядов отверстий (перемещений),
- месту расположения отверстий в ряду
(номера),
- расстоянию каждого перемещения между
рядами,
- скорости перемещения от ряда к ряду
отверстий,
- полному размеру (длине) Детали.
3.
По
конструкторской информации из таблицы на Деталь программа-клиент анализирует,
формирует и вводит в контроллер (Mitsubishi ALPHA-2) и в векторный преобразователь частоты
«Веспер-Е2-8300» Привода (связь осуществляется по COM-порту
через RS-232) информацию:
- места расположения маркировки на заготовке
Детали,
- места реза-обрубки Детали.
4.
По
конструкторской информации в струйный принтер EBS-1500
программой-клиентом вводится текст маркировки. Момент маркировки струйному
принтеру передаётся программой контроллера Привода.
5.
Качество
технологических процессов контролируется через WEB-камеру.
В случае нарушения выдается сигнал аварии или ошибки.
6.
Качество
пересылаемой информации между устройствами Компьютер - Контроллер – Веспер –
Печать контролируется программой-клиентом. В случае нарушения Протокола обмена
данными, линия останавливается и программой выдаётся сообщение с
последовательностью действий Рабочего.
7.
Программа-клиент
в процессе работы должны выдавать технические звуки-оповещения. Например, в
момент выгрузки-загрузки и обработки данных с Сервера. По окончании, даётся
сигнал на разрешение или продолжение работ.
1.
Реализация
Проекта.
КБПиБД «Реестр» даёт возможность в
кратчайшие сроки сформировать проект и подготовить всю информацию к запуску
производства (см. описание работы КБПиБД «Реестр»).
Основная рабочая форма и окно
«Автоматизация» Проекта представлены на Рис. 5.
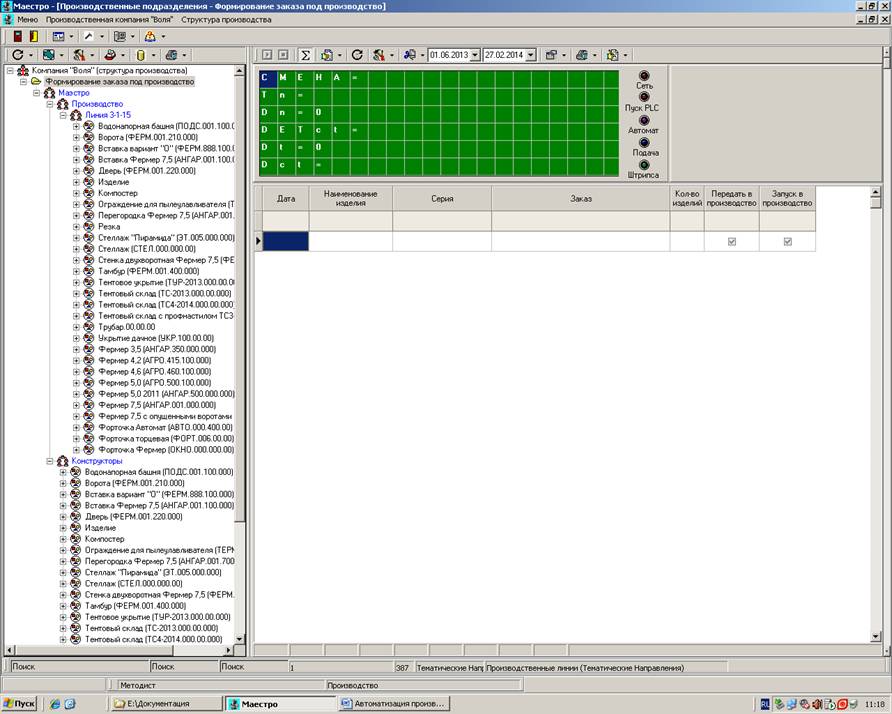
Рис. 5
Проект прошел стадию опытных работ и
введён в эксплуатацию.
Производственная линия ЧПУ вышла на
заложенные мощности.
Рисунок 5 отображает объемы работ,
произведённые с комплексом «Маэстро». Конструкции тридцати Изделий (каждое
Изделие содержит около ста Деталей)
выпускаются малыми партиями.
Ниже представлены рабочие формы и
инструкции по работе с АРМ по подразделениям предприятия:
- Планово-экономический отдел,
- Производственный отдел,
- Рабочие цеха,
- Конструкторский отдел.
Каждое рабочее место (АРМ) имеет такую
специфику набора информационных данных, с какого Уровня управления запущен
программный комплекс (КБПиБД «Реестр»).
Например, с уровня
Планово-экономического отдела видна вся структура производства (Рис. 1).
Вышестоящий руководитель видит объем той информации, который ему положен к
допуску по специфике работы.
Каждое вложенное Направление
соответствует своему подразделению предприятия (Рис. 1).
Планово-экономический
отдел
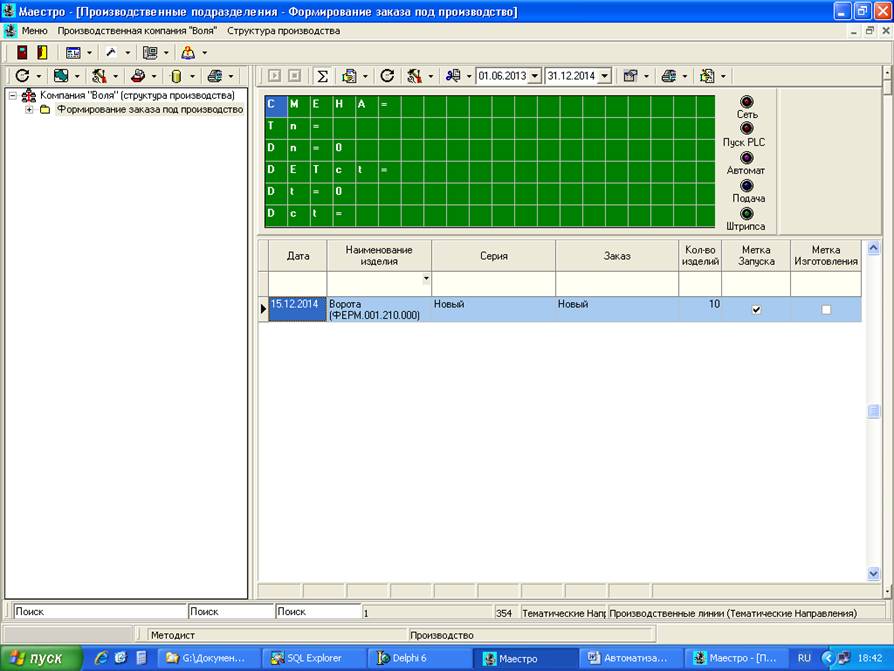
Рис. 6
В блоке Проводник программы это
подразделение отмечается Направлением – «Формирование заказа под производство»
(Рис. 6).
Минимальные рабочие затраты приходятся
на Планово-экономический отдел (или подразделение, его замещающее, но
аналогичное по функциям).
Для выдачи Задания на изготовление
Изделия сотруднику отдела необходимо сформировать и заполнить строчку в
таблице, представленной на Рис. 6.
Сообщение о выполнении Задания будет
отмечаться в таблице окрашиванием строки в белый (бесцветный) цвет.
Сообщение о невыполненном Задании будет
отмечаться в таблице окрашиванием строки в красный цвет.
Сообщение о частично выполненном Задании
(принято к исполнению и в данный момент выполняется) будет отмечаться в таблице
окрашиванием строки в желтый цвет.
Производственный
отдел
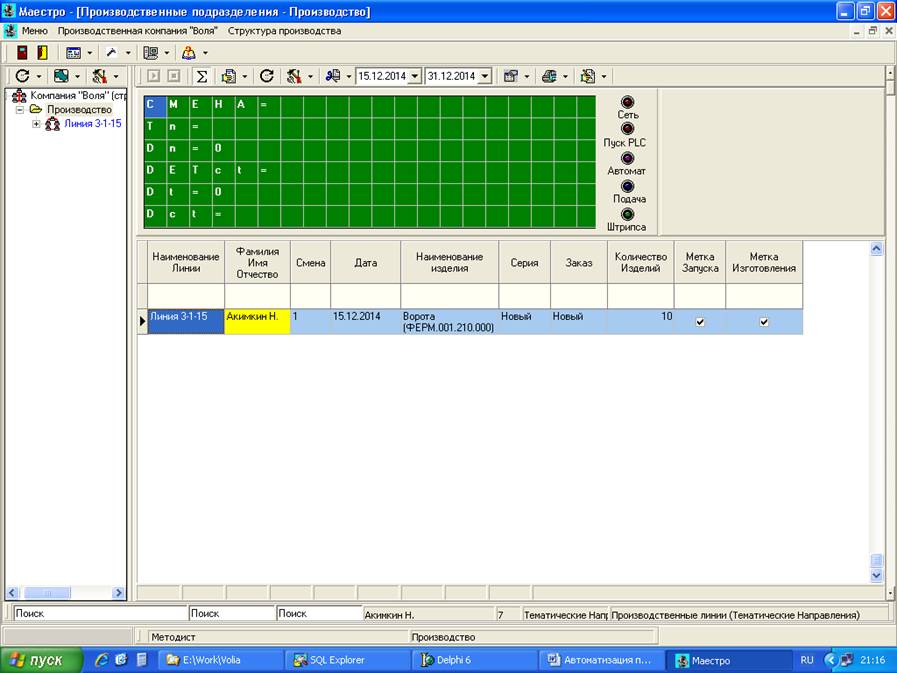
Рис. 7
В блоке Проводник программы это
подразделение отмечается Направлением – «Производство» (Рис. 7).
Начальник производства (начальник цеха и
т.д.) производит распределение работ на производственных Линиях и закрепляет
выполнение работ за определённым Рабочим и его Сменой (Рис. 7).
В колонке «Порядок следования» можно
изменить очередность изготовления Деталей.
В некоторых строках Задания на
изготовления Деталей можно удалить «Метку Производства» и запретить их выпуск.
Если производство готово к выпуску
Изделий, Начальник производства (начальник цеха и т.д.) проставляет «Метку
изготовления» в строке Задания (Рис. 7).
Выставление «Метки изготовления»
производит в программе автоматическое формирование строк Заданий на изготовление
комплекта Деталей (Рис. 8). Продолжение таблицы с Заданиями смотрите на Рис. 9.
Просмотр Заданий возможен только с
уровня Проводника – «Линия 3-1-15».
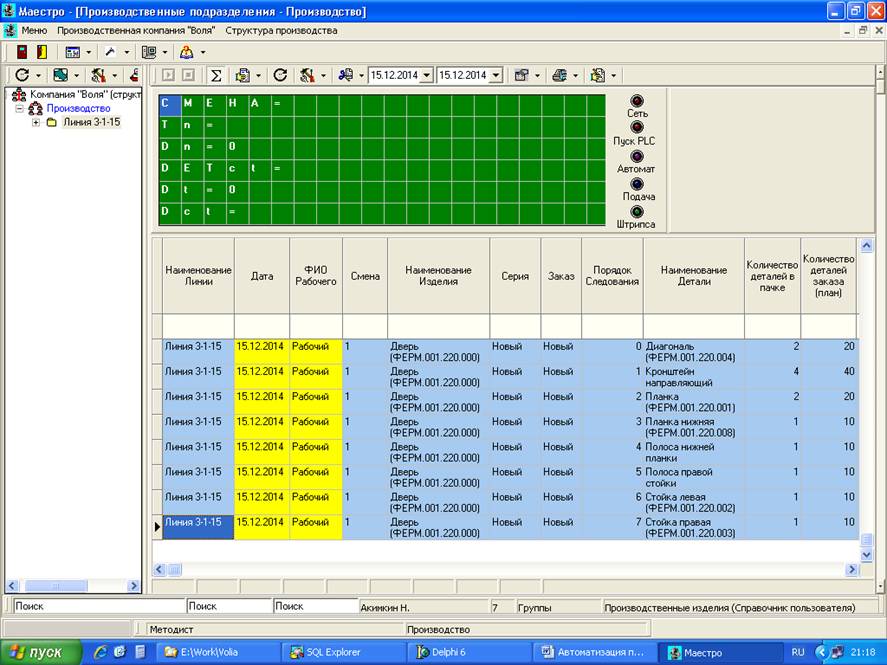
Рис. 8
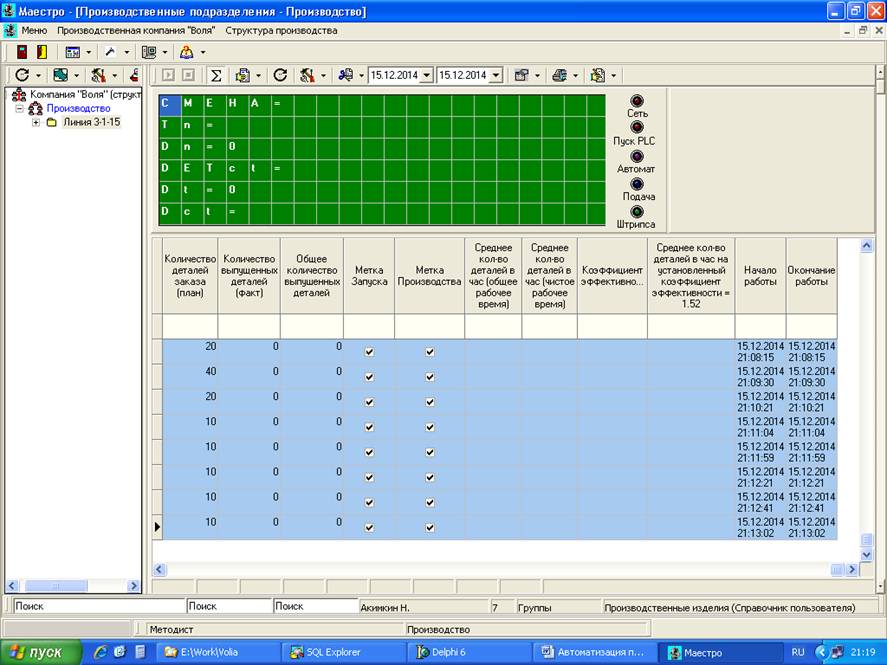
Рис. 9
Рабочие
цеха
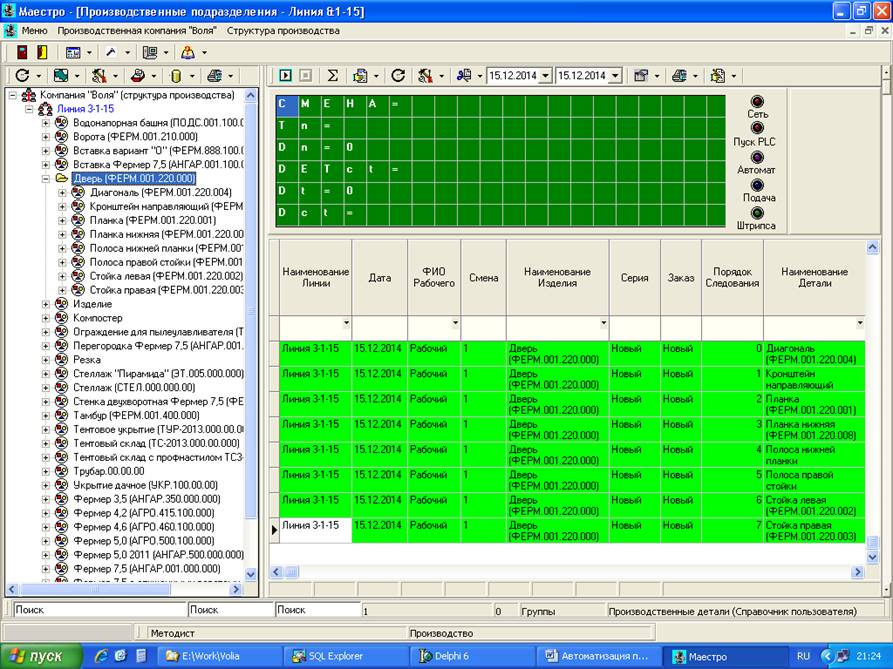
Рис. 10
Выполнение работ Рабочими цеха могут
производиться с таких уровней Проводника:
- Линия 3-1-15,
- Изделие,
- Деталь,
- Комплект (количество деталей в пачке),
- Объект (Конструктор).
Обратите внимание на то, что объем
информации по уровням Проводника различается и чем выше отметка в Проводнике, тем
больше информации будет представлено в Таблице.
Задание с УВУ
Когда на вышестоящих уровнях управления
задаются Задания, Рабочий выбирает в Проводнике программы уровень выполнения
работ (5 уровней, см. выше) и запускает линию ЧПУ. Каждый уровень определяет
свой объем работ:
- С уровня «Линия 3-1-15» производится
выполнение всех Заданий по изготовлению Изделий.
- С уровня «Изделия» Рабочий запускает
на изготовление комплект Деталей по Изделию (Рис. 10).
-
С уровня «Детали» можно запустить изготовление одного типа Детали (Рис. 11), но
разной комплектации.
- С уровня «Комплект» будет выдаваться
Деталь только одной Комплектации, но разных Объектов-Конструкторов.
- С уровня «Объект (Конструктор)» будет
производиться Деталь только определенного Конструктора.
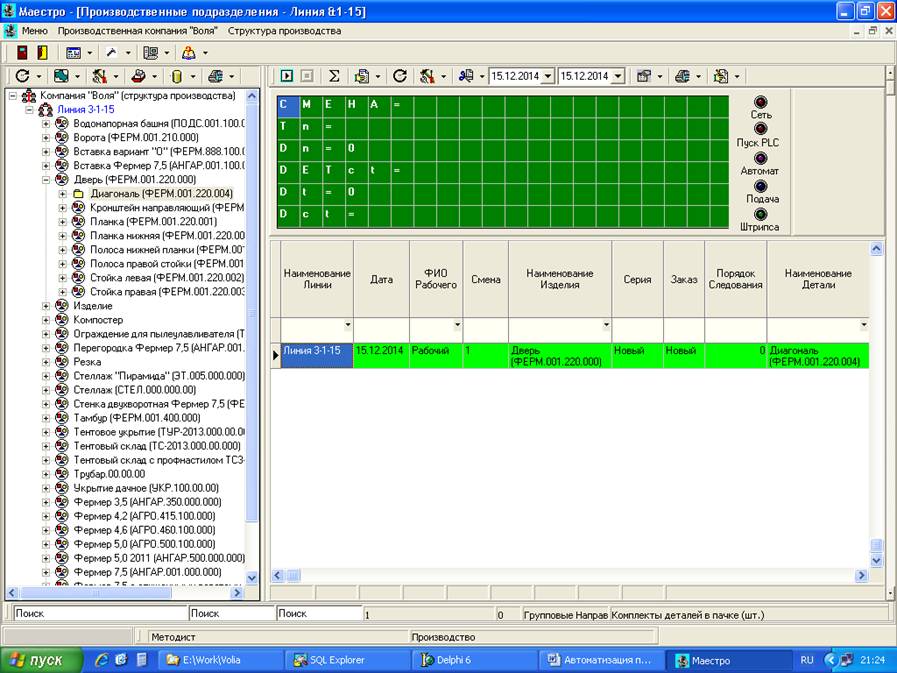
Рис. 11
Задание с УНУ
Задания с низких уровней управления
задаются самим Рабочим. Это уровни:
- Деталь,
- Комплект,
- Объект-Конструктор.
В этом случае Рабочему необходимо
предварительно в программе в форме «Автоматизация» сформировать отдельное Задание
на изготовление Детали (Рис. 11).
Конкретно Инструкция работы сотрудника
цеха (Рабочего) представлена в документе – «Инструкция Рабочего линии ЧПУ» - Ins_Rab.htm .
Конструкторский
отдел
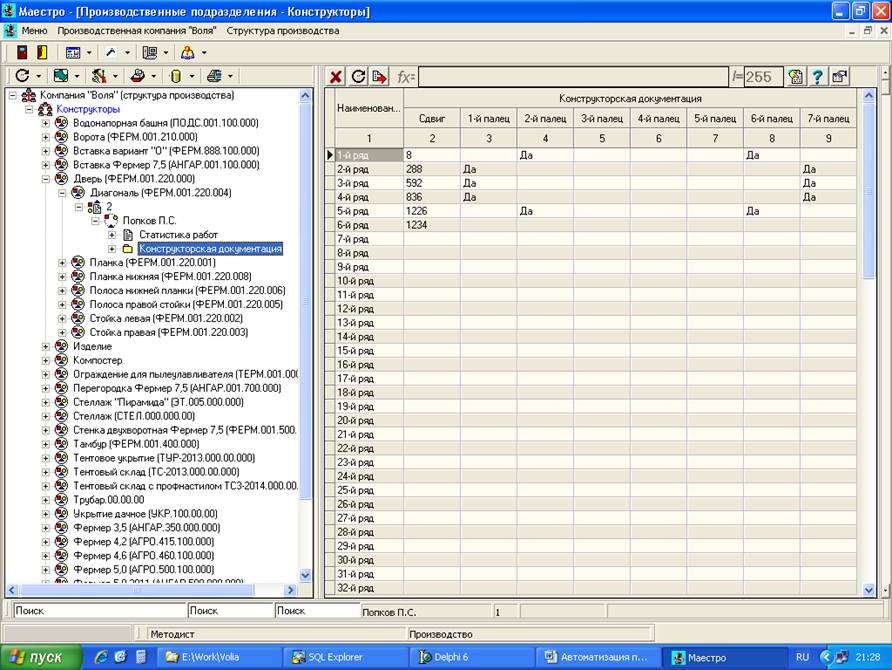
Рис. 12
Выполнение работ Конструкторов производится
с уровня Проводника – «Конструкторы» (Рис. 12).
Конструктор может заполнить
конструкторскую таблицу двумя способами:
-
Вручную,
-
Автоматически (с DXF-файла
конструкторского чертежа любого программного конструкторского комплекса
(САПР)).
Конкретно Инструкция работы Конструктора
представлена в документе – «Инструкция Конструктора линии ЧПУ» - Ins_Konstr.htm .
2.
Отчётные формы
КБПиБД «Реестр» даёт возможность
получения отчетности за период. В нашем Проекте запрограммирован период в две
недели (14 дней).
Отчёты автоматически формируются и
отсылаются Начальнику производства (или на список сотрудников) в почту (E-Mail) для дальнейшей
обработки или анализа. Отчёты дают полную информацию производства.
Рис. 13 даёт представление об объемах
отчетной информации.
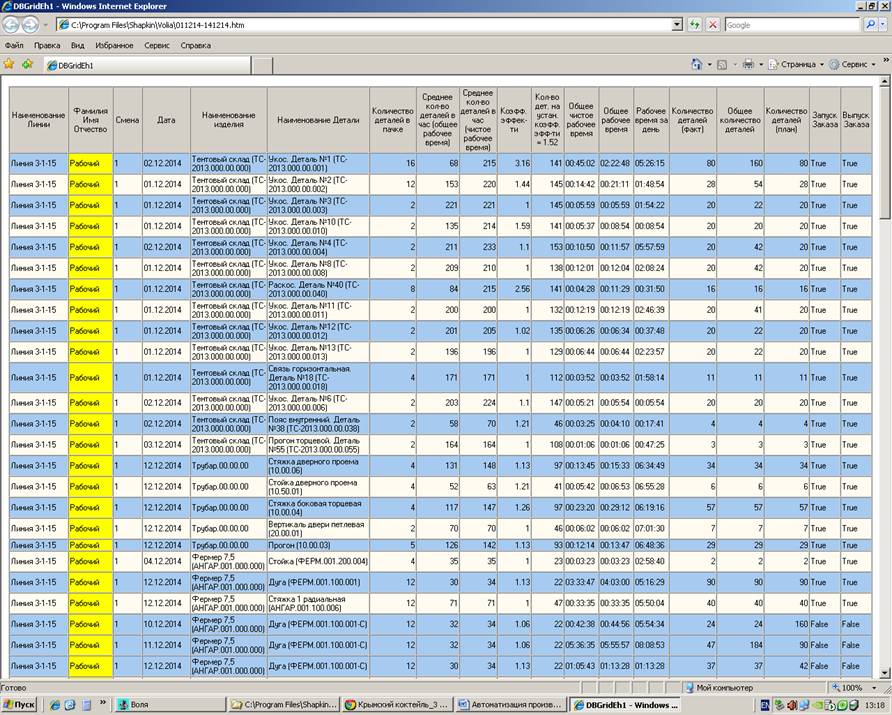
Рис. 13